I’m going to tell you about my current project that I’m fund-raising for. I dreamt it up while running on a treadmill in the Chinatown YMCA. It was inspired by a true story I heard from a podcast. I’m proud to say that I now have a historically relevant site that accepted my proposal to house the sculpture in Chinatown (The Nam Kue School) , and a fund-raising partner in the Rose Pak Community Fund.
The video below shows my half-scale plaster model which was on display for the month of May at the Veterans’ Building in San Francisco’s Civic Center.
A preview of the bust on display at The Veterans’ Memorial Building:
who was wong kim ark?
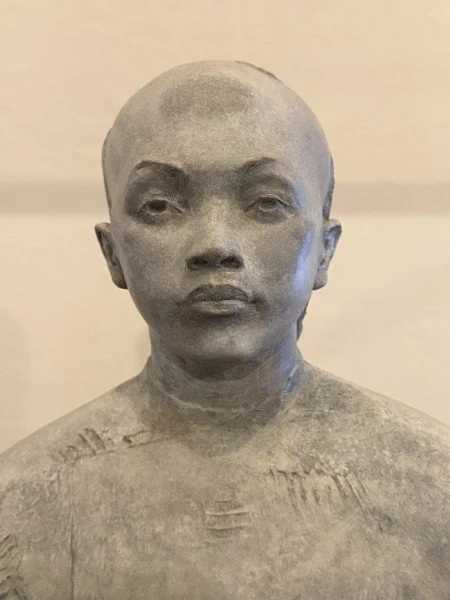
Plaster ½ scale model in my studio.
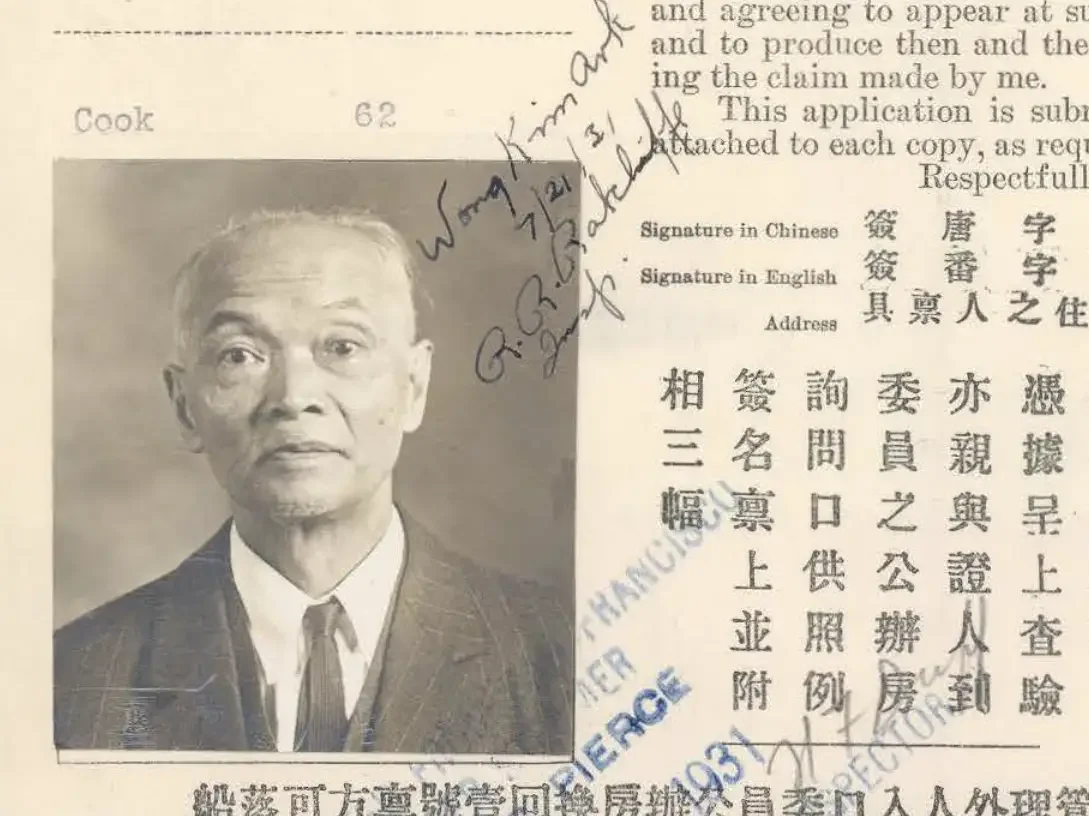
Wong Kim Ark (WKA) was an American citizen born to Chinese parents who were legally residing in the United States. Born in San Francisco around 1873, he worked as a cook. Like many young men in Chinatown he married in China and commuted 2 months each way on steamship to visit his wife and children. The Chinese exclusion Act of 1882 had barred Chinese women from entering the United States and interracial marriage (“miscegenation”) was illegal as well. Upon returning from one of these journeys in 1895, WKA was detained abord the steamship, the USS Coptic, and denied re-entry to his homeland. He spent 6 months in detention in San Francisco harbor…
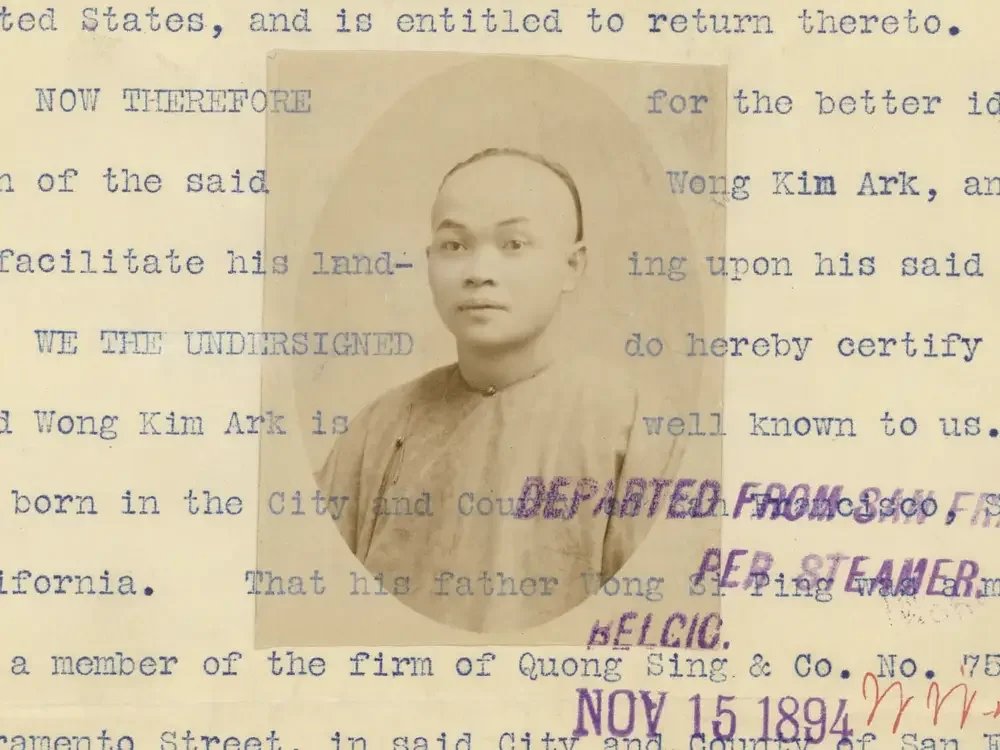
WKA at the time of his legal battles…
Pictured on his documents in 1894. This an a few other images served as references for my sculpture of him.
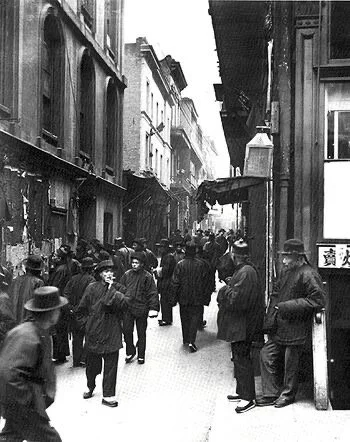
The Streets of Chinatown in the 1890’s
WKA was born and raised in San Francisco’s Chinatown. His parents owned a general store at 751 Sacramento Street.
…The residents of Chinatown mobilized. Specifically, The Chinese Consolidated Benevolent Association (CCBA) hired lawyers and covered his legal fees. (The CCBA continues to exist today and carries a legacy of successfully advocating for civil rights). WKA’s case was ultimately decided in the Supreme Court in 1898: The United States vs. Wong Kim Ark was decided in his favor. This case upheld his citizenship and established the broader concept of Birthright Citizenship. He paved the way for countless children born on American soil to call themselves United States’ Citizens. Sadly, he continued to struggle for the rest of his time in the United States. He was wrongly imprisoned on more than one occasion despite carrying valid documents, and his citizenship was called into question because he was of Chinese ancestry.
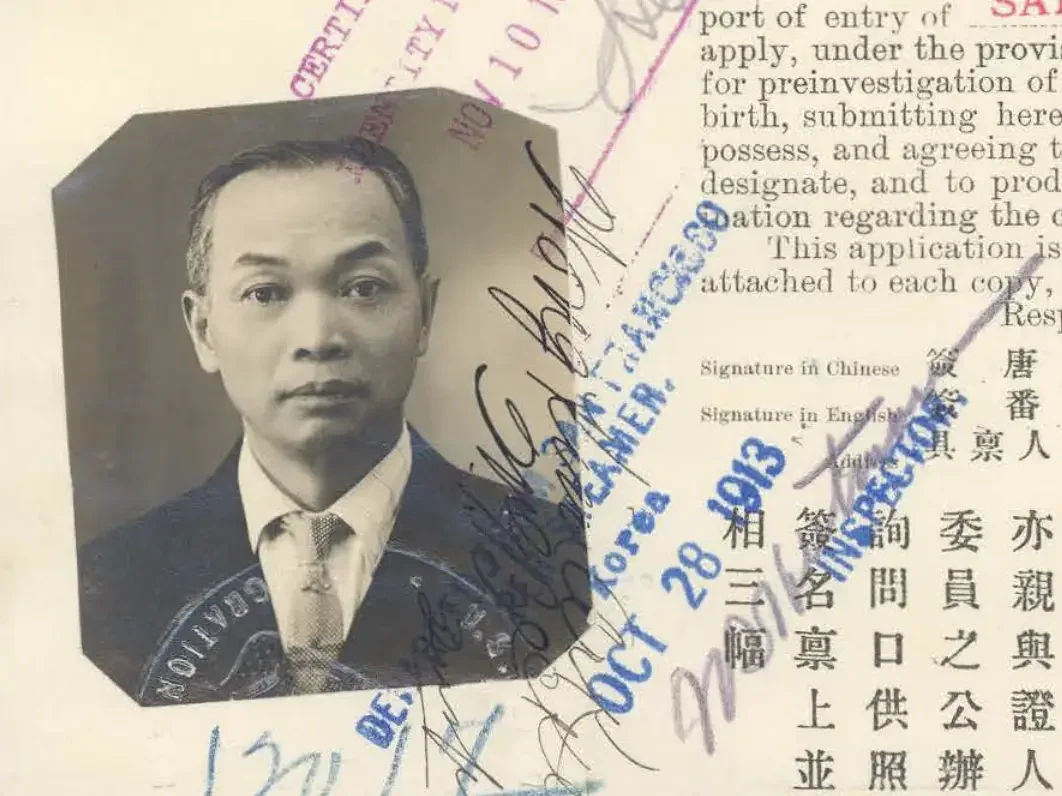
…pictured at around 40 years old.
WKA returned to China many times and managed to bring some of his children to the United States. Two of his great grandchildren, Norman and Sandra Wong live in the Bay Area.
I was immediately fascinated by WKA’s story. I set about to learn the details, gather the references, and meet his descendants. The story illustrates the immigrant experience in high resolution, reveals the humanity behind the history. I believe that most people instinctively don’t want to leave their home: historically the circumstances that force them to often involve natural disasters, war, famine, failures of government leadership, and persecution based on religion, political views or ethnicity. Immigration is a heroic act in my mind. These are often brave and creative people who dare to imagine a better life, often for their children if not themselves. The United States for many generations has provided room for hope that this better life is possible. WKA died in China, having returned there in old age sometime around 1940. His descendants, Norman and Sandra Wong (siblings), and their families, continue to live in the San Francisco Bay Area. I’m grateful for the time support they have given to the Wong Kim Ark Bronze Bust Project.
…he eventually returned to China.
WKA passed away in China and is buried there. His legacy lives on and has come to the forefront recently with Birthright Citizenship being challenged in the Supreme Court.




































